
 English
English
 Español
Español

Inicio / Noticias / Tecnología de espuma microcelular: descripción estructural y guía de selección de materiales
Comprensión de la tecnología de espuma microcelular: una descripción estructural
Las espumas microcelulares ocupan un espacio estrecho pero crítico entre los elastómeros sólidos y las espumas expandidas convencionales. Los diámetros de las celdas suelen caer por debajo de las 100 micras, lo que cambia cómo se comporta el material bajo compresión, cómo aísla y qué tan consistente se comporta a lo largo de miles de ciclos de carga. Esta diferencia estructural es la razón por la que los ingenieros que buscan componentes estructurales livianos, de sellado o de amortiguación especifican cada vez más grados microcelulares en lugar de láminas de espuma estándar.
Cinco familias de polímeros dominan las conversaciones actuales sobre abastecimiento: TPU perforado, TPU modificado (M-TPU), TPEE modificado (M-TPEE), PEBAX modificado (M-PEBAX) y polipropileno modificado (MPP). Cada uno aporta un equilibrio diferente de resistencia, tolerancia térmica y peso. Las secciones siguientes desglosan lo que los separa a nivel de material y luego lo traducen en una guía de abastecimiento para los compradores que evalúan láminas de espuma para entresuelas de calzado, embalajes protectores, existencias de juntas y amortiguación industrial.
Lo que une a estas cinco familias es el método de formación de espuma más que el polímero base. La expansión de espuma convencional se basa en agentes espumantes químicos que producen una distribución de tamaño de celda más amplia y menos predecible. En cambio, los procesos microcelulares introducen una fase gaseosa supercrítica o casi supercrítica en la masa fundida del polímero bajo un control preciso de presión y temperatura, lo que nuclea un número mucho mayor de células más pequeñas y uniformes. Esa uniformidad es lo que, en última instancia, brinda a los compradores una respuesta de compresión más predecible y repetible de un lote a otro, lo que importa mucho más en el abastecimiento de producción que cualquier cifra de rendimiento máximo citada en una hoja de datos.
Estructura celular Control de densidad Comportamiento térmico Conjunto de compresión
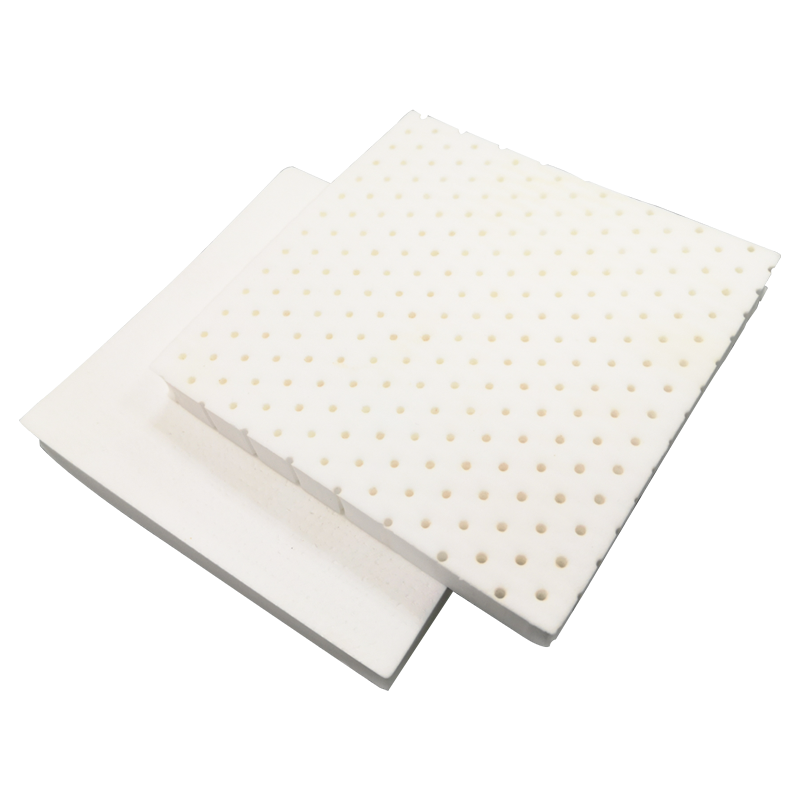
Hoja de espuma de TPU perforada: equilibrio entre transpirabilidad y amortiguación
Por qué la perforación cambia el rendimiento
A lámina de espuma de TPU perforada Comienza a partir de una base de TPU de celda cerrada y luego se somete a una perforación mecánica o láser para introducir vías de aire controladas a través del espesor de la lámina. El resultado es un material que mantiene la mayor parte del comportamiento de amortiguación de la espuma de TPU sólida y al mismo tiempo añade transpirabilidad que las estructuras de células cerradas no pueden ofrecer por sí solas.
El método de perforación en sí es una variable de proceso independiente que los compradores suelen pasar por alto al comparar cotizaciones de diferentes convertidores. El punzonado mecánico es más rápido y de menor costo, pero tiende a dejar bordes de orificio ligeramente más ásperos que pueden actuar como puntos de inicio de desgarro bajo flexión repetida. La perforación con láser cuesta más por hoja, pero produce límites de orificios más limpios, lo que es más importante cuando la hoja se troquelará posteriormente en formas pequeñas y geométricamente complejas para componentes de calzado o prendas de vestir.
- El diámetro de la perforación suele mantenerse entre 0,5 mm y 2 mm, dependiendo del objetivo del flujo de aire.
- La densidad de los agujeros se distribuye uniformemente para evitar puntos débiles de compresión localizados.
- El espesor de la lámina después de la perforación generalmente varía de 2 mm a 10 mm para aplicaciones de amortiguación.
Donde esto importa en la práctica
Los compradores que compran plantillas, acolchado portátil o forros protectores ventilados informan constantemente que la perforación reduce la acumulación de calor en la piel o en la interfaz del pie sin acortar significativamente la vida útil de la lámina, siempre que el patrón de perforación esté diseñado en lugar de aplicarse uniformemente independientemente de las zonas de carga.
Un error común en el abastecimiento es especificar la densidad de los orificios únicamente para obtener el máximo flujo de aire sin tener en cuenta la distribución de la carga en la pieza terminada. Las zonas que soportan la mayor presión repetida, como el área de impacto del talón en una plantilla de calzado, generalmente funcionan mejor con una densidad de orificios ligeramente reducida o un patrón de orificios escalonado que evita alinear las perforaciones directamente debajo del punto de contacto de mayor tensión. Trabajar con un proveedor que pueda ajustar el diseño de perforación por zona, en lugar de ofrecer un solo patrón fijo, generalmente produce un componente terminado más duradero.
Hoja de espuma M-TPU frente a hoja de espuma M-TPEE: comparación de las químicas de la espuma elastomérica
Estas dos familias de materiales se confunden con frecuencia porque ambas parten de materia prima de elastómero termoplástico y ambas apuntan a una amortiguación centrada en el rebote. Sin embargo, la química subyacente impulsa un comportamiento de campo distinto, y la diferencia tiende a aparecer solo después de que un componente ha pasado por un uso repetido en el mundo real, en lugar de en una sola prueba de laboratorio.
Ambas familias procesan en equipos similares, razón por la cual los convertidores a veces los presentan como intercambiables. En la práctica, la flexibilidad de la cadena molecular y la forma en que cada polímero responde al calor sostenido durante la vida útil producen resultados a largo plazo considerablemente diferentes, particularmente en las pruebas de compresión realizadas durante cientos de ciclos de carga en lugar de unos pocos.
Hoja de espuma M-TPU
A lámina de espuma m-tpu está fabricado con elastómero de poliuretano modificado con un proceso de espuma microcelular, lo que produce una alta resiliencia y una fuerte resistencia a la abrasión. Los valores de rebote en esta categoría comúnmente se ubican en el rango del 55 al 70 por ciento, y la deformación por compresión después de una carga cíclica prolongada tiende a permanecer baja en relación con la espuma de PU convencional.
Hoja de espuma M-TPEE
A lámina de espuma m-tpee utiliza elastómero de poliéster termoplástico como base. Intercambia una pequeña cantidad de resistencia a la abrasión por una estabilidad térmica mejorada a temperaturas elevadas y un perfil de densidad general más liviano, lo cual es importante cuando el peso total de la pieza es una especificación estricta.

Lógica de selección
Elija M-TPU cuando la prioridad sea la resistencia a la abrasión y la consistencia del rebote a largo plazo, como los componentes de amortiguación de impactos repetidos. Elija M-TPEE cuando la aplicación implique exposición a temperaturas de servicio más cálidas o cuando se necesite una lámina de menor densidad sin sacrificar la velocidad de recuperación después de la compresión.
Una prueba de campo útil al comparar muestras de dos proveedores es un ciclo de compresión repetido a una temperatura elevada cercana al entorno de servicio previsto, en lugar de a una temperatura ambiente estándar. Las muestras de M-TPEE que eran casi idénticas a M-TPU a temperatura ambiente a menudo divergen notablemente una vez que aumenta la temperatura de prueba, que es exactamente el escenario que una comparación de hojas de datos por sí sola no revelará.
Lámina de Espuma M-PEBAX: Ingeniería para el Retorno de Energía y la Estabilidad Térmica
El rendimiento del retorno de energía no es una constante material fija. Cambia con la densidad de la espuma, la uniformidad de las células y la temperatura de procesamiento, razón por la cual dos láminas con composición química idéntica pueden comportarse de manera diferente en un banco de pruebas.
A lámina de espuma m-pebax se deriva de poliéter bloque amida, una familia de polímeros ya conocida en forma sólida por combinar un peso reducido con una fuerte resistencia a la fatiga por flexión. En forma microcelular de espuma, esto se traduce en algunas de las cifras de retorno de energía más altas disponibles entre las láminas de espuma termoplástica, frecuentemente citadas en el rango del 65 al 75 por ciento en pruebas de compresión controlada.
Consideraciones prácticas para compradores
- Mayor costo de materia prima en relación con los grados de espuma TPU y TPEE
- Se justifica mejor cuando se requieren retorno de energía y flexibilidad a baja temperatura.
- Funciona de manera confiable en una amplia ventana de temperatura de servicio sin rigidez significativa
Debido a que la prima del costo de la materia prima es real, vale la pena confirmar si la aplicación realmente necesita el rango superior de retorno de energía o si un grado M-TPU de nivel medio cumpliría con el requisito a un costo final más bajo. En el caso de las entresuelas de calzado deportivo y los equipos de protección deportiva, la prima suele estar justificada. En general, la amortiguación industrial, donde el retorno de energía es una especificación secundaria, a menudo no lo es, y un comprador puede lograr resultados aceptables con una espuma elastomérica menos costosa.
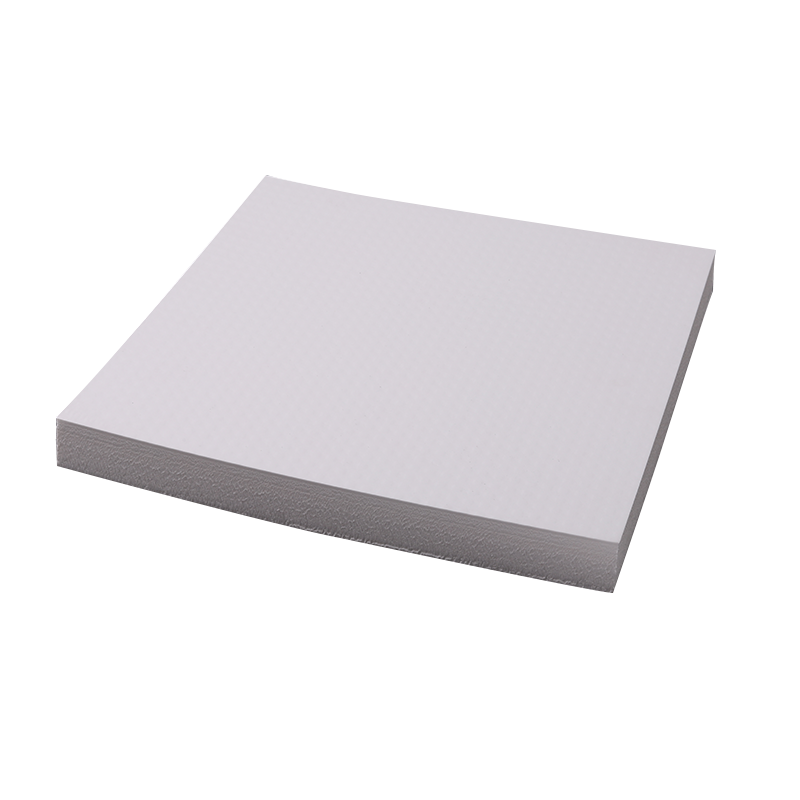
Hoja de espuma MPP: rendimiento estructural liviano
La espuma de polipropileno modificado sigue un camino de diseño diferente al de las espumas elastoméricas anteriores. un hoja de espuma mpp está diseñado para una banda de densidad mucho más baja, a menudo entre 0,03 y 0,09 g/cm cúbico, al tiempo que conserva una estructura de células cerradas que resiste la absorción de humedad.

| Propiedad | Rango típico | Nota comparativa |
|---|---|---|
| densidad | 0,03 - 0,09 g/cc | Más bajo que la mayoría de las láminas de espuma elastomérica. |
| Absorción de humedad | muy bajo | La estructura de celda cerrada limita la absorción de agua |
| Recuperación de compresión | moderado | Menor rebote que M-TPU o M-PEBAX |
| Aislamiento Térmico | fuerte | La estructura celular fina y uniforme limita la conducción. |
Debido a esta densidad y perfil de aislamiento, la lámina de espuma MPP es una opción común para núcleos estructurales livianos, inserciones de empaques protectores y capas de barrera térmica donde la reducción de peso supera la necesidad de un alto rebote.
Un punto que los compradores frecuentemente pasan por alto es que la lámina de espuma MPP se puede fabricar en una estructura celular fina y muy uniforme o en una estructura celular más gruesa con la misma densidad nominal, y las dos funcionarán de manera diferente bajo carga de impacto, aunque una hoja de datos pueda indicar la misma cifra de densidad para ambas. Cuando la protección contra impactos es parte de la especificación, solicitar una muestra de sección transversal para inspección visual y microscópica antes de comprometerse con una producción es una forma económica de confirmar la uniformidad celular en lugar de depender únicamente de la densidad.
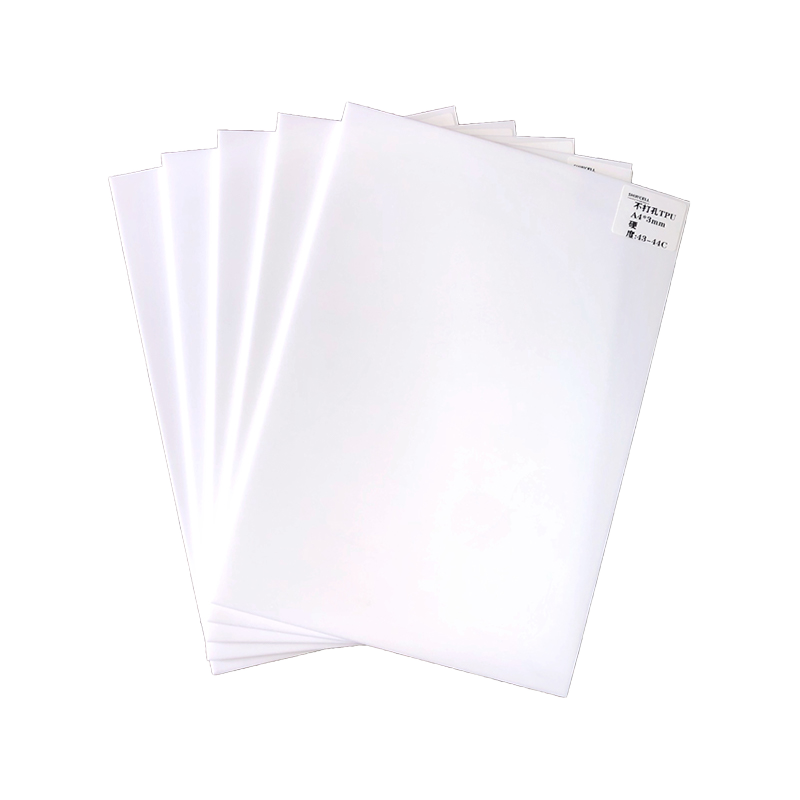
Espuma de TPU alifática microcelular: estabilidad a los rayos UV y resistencia al amarilleamiento
La espuma de TPU aromática estándar se vuelve amarilla con la exposición sostenida a los rayos UV, lo que limita su uso en aplicaciones visibles y expuestas a la luz. Espuma de TPU alifática microcelular reemplaza la columna vertebral aromática con una estructura alifática, lo que ralentiza sustancialmente la decoloración y al mismo tiempo mantiene las características de resiliencia y rebote asociadas con las familias de espumas de TPU.
La compensación es el costo y, en algunas formulaciones, una ventana de procesamiento marginalmente más larga durante la formación de espuma. Los proveedores que han optimizado la formación de espuma de TPU alifático a escala pueden reducir esta brecha significativamente, por lo que solicitar un índice de amarilleamiento documentado, en lugar de confiar en una afirmación general de estabilidad a los rayos UV, es un paso razonable antes de comprometerse con un pedido de producción.

Campos donde esta distinción importa
- Acolchado de equipos para exteriores expuestos a la luz solar directa durante períodos prolongados
- Componentes de amortiguación visibles donde la consistencia del color es una especificación de calidad.
- Dispositivos médicos y portátiles que requieren una apariencia estable durante todo el ciclo de vida del producto.
Cómo la estructura celular impulsa el comportamiento de la espuma
El siguiente diagrama ilustra por qué la uniformidad celular, más que la densidad bruta por sí sola, determina cómo responde una lámina de espuma a la compresión repetida.
Densidad, estructura celular y rendimiento: una comparación basada en datos
La siguiente tabla resume los rangos de rendimiento típicos informados por las pruebas de materiales en las familias de espuma mencionadas anteriormente. Estos son rangos representativos en lugar de valores fijos, ya que las cifras exactas varían según el espesor de la hoja y las condiciones de procesamiento.
| Tipo de espuma | densidad (g/cc) | rebote | Mejor ajuste |
|---|---|---|---|
| TPU perforado | 0,20 - 0,35 | moderado | Amortiguación transpirable |
| M-TPU | 0,20 - 0,40 | 55% - 70% | Amortiguación resistente a la abrasión |
| M-TPEE | 0,18 - 0,32 | 50% - 65% | Aplicaciones en climas cálidos |
| M-PEBAX | 0,15 - 0,28 | 65% - 75% | Alto retorno de energía |
| MPP | 0,03 - 0,09 | Bajo - Moderado | Núcleo estructural ligero |
Destacan dos patrones. En primer lugar, el rendimiento del rebote no depende directamente de la densidad: M-PEBAX supera al M-TPU más denso en retorno de energía a pesar de ocupar una banda de densidad más ligera. En segundo lugar, el MPP se encuentra en una categoría de peso completamente separada, por lo que compite en ligereza estructural en lugar de en sensación de amortiguación.
Consistencia en la fabricación: por qué pueden diferir dos láminas del mismo grado
Una hoja de especificaciones describe un objetivo, no una garantía. En la espumación microcelular, pequeñas variaciones en la temperatura de fusión, la presión de saturación del gas y la velocidad de extrusión o moldeo pueden cambiar la distribución del tamaño de las celdas lo suficiente como para cambiar el comportamiento de compresión de manera mensurable, incluso cuando el grado de resina y la densidad nominal permanecen idénticos entre dos series de producción.
variables de proceso sobre las que vale la pena preguntar
| Variable | Efecto si se controla mal |
|---|---|
| Presión de saturación de gas | Nucleación celular inconsistente, densidad desigual en toda la lámina. |
| Estabilidad de la temperatura de fusión | Variación del espesor de la pared celular, recuperación de la compresión más débil. |
| Velocidad de enfriamiento después de la formación de espuma | Colapso celular o células de gran tamaño en secciones más gruesas |
| Calandrado o biselado de láminas | Variación de densidad superficial entre la cara superior e inferior. |
Los proveedores con un control de procesos más estricto suelen proporcionar datos de pruebas a nivel de lote en lugar de solo una hoja de datos general del producto. Para los compradores que realizan pedidos recurrentes, solicitar un breve resumen de la variación del conjunto de densidad y compresión en los últimos lotes de producción es una forma práctica de medir la coherencia antes de comprometerse con un volumen mayor.
Compatibilidad de laminación y procesamiento secundario
La mayoría de estas familias de láminas de espuma se suministran como material base que luego se laminará sobre una tela, se unirá con una película adhesiva o se combinará con una capa de respaldo rígida. Las espumas elastoméricas de células cerradas generalmente se adhieren bien con sistemas adhesivos estándar, mientras que las láminas perforadas requieren métodos de aplicación de adhesivo que eviten bloquear las vías de perforación. La lámina de espuma MPP, al ser una poliolefina, a menudo necesita un tratamiento superficial como un tratamiento con llama o corona antes de que la unión adhesiva se mantenga confiable, ya que las superficies de polipropileno sin tratar tienen baja energía superficial.
Seleccionar la espuma adecuada para su aplicación
Un marco de decisión práctico
En lugar de empezar desde la química, la mayoría de los equipos de abastecimiento obtienen mejores resultados partiendo de los requisitos de rendimiento y trabajando hacia atrás. Intentar aplicar ingeniería inversa a una decisión únicamente a partir de una comparación de hojas de datos tiende a producir una espuma que técnicamente cumple con los números, pero tiene un rendimiento inferior una vez que se integra en el producto terminado y se somete a condiciones de uso reales.
- Necesita flujo de aire a través de la sábana: lámina de espuma de TPU perforada with an engineered hole pattern
- Necesita resistencia a la abrasión bajo impacto repetido: Hoja de espuma M-TPU
- Necesita rendimiento en entornos de servicio más cálidos: Hoja de espuma M-TPEE
- Necesita el mayor retorno de energía disponible: Hoja de espuma M-PEBAX
- Necesita el peso más bajo posible con resistencia a la humedad: lámina de espuma MPP
- Necesita estabilidad del color a largo plazo bajo UV: espuma de TPU alifática microcelular
Preguntas para hacerle a un proveedor antes de realizar un pedido
- ¿Cuál es el rango de densidad certificado para este espesor de lámina específico, no solo para la línea de productos nominal?
- ¿Qué datos de distribución del tamaño de las celdas están disponibles? ¿Se miden o estiman?
- ¿Qué porcentaje de deformación por compresión se informa después de las pruebas cíclicas estandarizadas?
- ¿Es el proceso de perforación o laminación compatible con el método de troquelado previsto?
Ninguna de estas preguntas requiere revelar detalles de la formulación patentada, razón por la cual la voluntad de un proveedor de responderlas directamente es en sí misma una señal útil. Los proveedores que se basan únicamente en afirmaciones de marketing generales, sin datos a nivel de lote que los respalden, tienen más probabilidades de producir resultados inconsistentes a lo largo de una serie de producción que aquellos que pueden compartir el historial de pruebas junto con la cotización.
Preguntas frecuentes
P1: ¿Qué diferencia a la espuma microcelular de la espuma expandida estándar?
La espuma microcelular tiene una estructura celular mucho más fina y uniforme, normalmente de menos de 100 micrones de diámetro. Esto produce un comportamiento de compresión más consistente y generalmente una mejor resistencia a la fatiga que las espumas con celdas más grandes y menos uniformes, ya que la carga se distribuye a través de un mayor número de paredes de celdas más pequeñas en lugar de concentrarse en un puñado de paredes más grandes.
P2: ¿Una espuma de menor densidad siempre significa un menor rendimiento?
No. La lámina de espuma M-PEBAX demuestra que una espuma más ligera puede superar a una más densa en cuanto a retorno de energía, ya que la uniformidad celular y la química del polímero influyen en el rebote tanto como lo hace la densidad.
P3: ¿Cómo afecta la perforación a la durabilidad de una lámina de espuma de TPU?
Cuando la perforación se diseña alrededor de las zonas de carga en lugar de aplicarse de manera uniforme, la pérdida de durabilidad es mínima mientras que la transpirabilidad mejora significativamente. Los patrones de perforación mal planificados pueden crear puntos débiles localizados con el tiempo.
P4: ¿La espuma MPP es adecuada para aplicaciones de amortiguación?
La lámina de espuma MPP puede proporcionar amortiguación, pero su principal fortaleza es el rendimiento estructural liviano y la resistencia a la humedad en lugar del alto rebote. Para aplicaciones centradas en la amortiguación, las espumas elastoméricas suelen tener un mejor rendimiento.
P5: ¿Por qué la espuma de TPU alifática cuesta más que la espuma de TPU estándar?
La estructura alifática requiere diferentes insumos de materia prima y control de procesamiento para lograr estabilidad a los rayos UV, lo que aumenta el costo de producción en relación con los grados de espuma de TPU aromáticos estándar.
P6: ¿Qué datos de prueba se deben solicitar al comparar proveedores de espuma?
Como mínimo, solicite la densidad por espesor de la lámina, el porcentaje de rebote bajo pruebas de compresión estandarizadas y la deformación por compresión después de cargas cíclicas repetidas. Estos tres puntos de datos brindan la comparación más clara entre proveedores.
 ++86-0512-66079229
++86-0512-66079229






")




